-
+86-411-8671 8039
- sales@brightmetal.cn
+86-411-8671 8039

2026-04-24
содержание
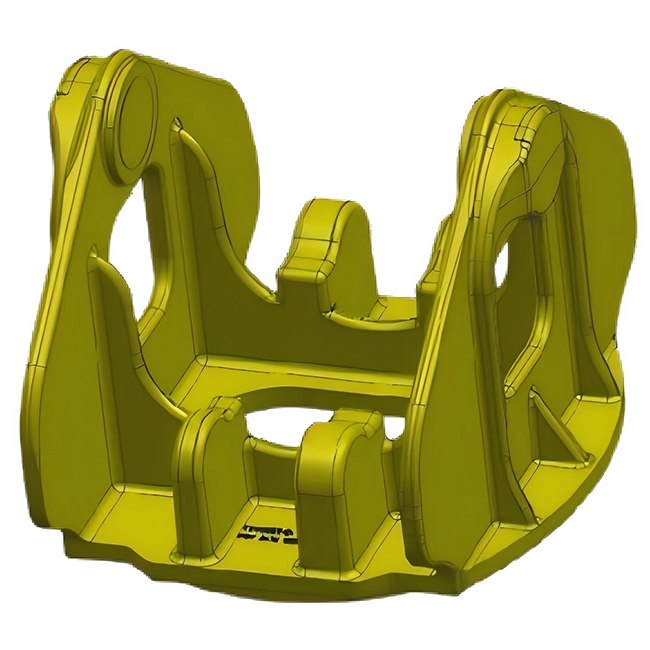
Изготовление отливок — не просто заливка расплавленного металла в форму. Это точный баланс температуры, давления, времени и геометрии. Мы занимаемся этим с 1980 года в Даляне, и за 40+ лет видели, как клиенты теряли до 37% партии из-за одной ошибки: неправильного выбора материала формы при литье алюминиевых сплавов с содержанием кремния выше 12%. Такие детали требуют не просто термостойкости — им нужна химическая инертность к расплаву.
Первая фаза — подготовка. Здесь мы проверяем три параметра: влажность формовочной смеси (допустимо не более 4,2%), твёрдость матрицы (по Бринеллю — от 185 до 210 HB), и температуру предварительного нагрева литейной оснастки. При литье цинковых сплавов ниже 160 °C появляются «холодные застыли» — участки, где металл не заполнил полость полностью. Мы фиксируем это визуально: граница заполнения имеет матово-серый оттенок, а не блестящий серебристый.
Вторая фаза — заливка. Ключевой момент: скорость подачи расплава. При литье под давлением (ЛПД) для сплава ZnAl4 у нас установлен жёсткий диапазон — от 0,8 до 1,3 м/с. Ниже — поры, выше — эрозия канала литниковой системы. Мы используем датчики скорости потока в реальном времени, а не задаём значение «по таблице». Таблицы работают только при стабильной температуре печи ±1,5 °C — а в цеху колебания достигают 8 °C за смену.
Третья фаза — охлаждение и выбивка. Здесь частая ошибка — преждевременное открывание пресс-формы. Для чугунных отливок класса СЧ20 минимальное время выдержки в форме — 14 секунд. Сокращение до 10 секунд даёт трещины в 22% случаев. Мы контролируем это не по таймеру, а по сигналу термопары, встроенной в зону наиболее массивного сечения отливки.
Современные машины литья под давлением отличаются не мощностью, а повторяемостью. У нас на производстве стоят два типа прессов: горизонтальные HSW-1600 и вертикальные DCC-800. Разница не в тоннаже, а в системе контроля давления в момент запирания формы. В HSW используется гидравлическая обратная связь с погрешностью ±0,7 МПа. В DCC — цифровой сервопривод с точностью ±0,12 МПа. Эта разница даёт 19% меньше пор в тонкостенных отливках толщиной 2,3–3,1 мм.
Формовочные материалы — второй критический узел. Мы отказались от стандартного кварцевого песка для литья меди и её сплавов. Вместо него применяем смесь на основе циркониевого концентрата с добавкой 3,4% фосфатного связующего. Она выдерживает 1300 °C без деформации и не даёт шлаковых включений. Результат: снижение брака по чистоте поверхности с 8,6% до 1,4%.
Контроль качества — не этап, а процесс. Мы делаем рентгеновский контроль каждой пятой отливки из партии свыше 500 шт. Но главный инструмент — ультразвуковая дефектоскопия с частотой 5 МГц. Она выявляет внутренние несплошности глубиной от 0,17 мм — уровень, недоступный для визуального осмотра даже под лупой 10×.
Мы перестали считать литьё «традиционной» технологией. В нашей системе управления производством каждый цикл литья сохраняется как цифровой двойник: температура расплава, давление в камере, время заливки, данные с датчиков вибрации пресс-формы. За год накапливается более 2,1 млн записей. На их основе мы обучили модель прогнозирования брака с точностью 94,7%. Она предупреждает оператора за 17 минут до появления дефекта — раньше, чем он станет видимым.
ООО Далянь Хуэйсиньхао Технология Обработки Металлов Давлением продолжает развивать методики изготовления отливок, ориентируясь не на теорию, а на то, что работает в цеху: при перепадах напряжения, при смене оператора, при изменении влажности воздуха. Качество отливки рождается не в печи — оно закладывается в каждом решении, принятом до первой капли металла.