-
+86-411-8671 8039
- sales@brightmetal.cn
+86-411-8671 8039

2026-04-24
содержание
Когда слышишь ?новые технологии в литье?, сразу думаешь о роботах и цифровых двойниках. Но часто за этим скрывается обычный маркетинг. Реальность на цехах сложнее. Я много лет заказываю отливки для машиностроения, и ?новизна? часто оказывается хорошо забытым старым, но с точным контролем. Или наоборот — модная система, которая в наших условиях дает брак. Вот об этом и хочу порассуждать, без глянца.
Возьмем, к примеру, 3D-печать форм. Шумихи было много, и мы пробовали. Для сложных, штучных деталей — иногда да, оправдано. Но когда речь о серии, даже небольшой, стоимость и время подготовки всех этих полимерных смол становятся неподъемными. Получается, технология действительно новая, но область применения — узкая. Не каждый заказ отливки под нее попадает.
А вот что реально изменило процесс — так это симуляция заливки и кристаллизации. Вот это — работающая новинка. Раньше технолог делал литниковую систему ?по глазомеру? и опыту. Теперь, перед тем как заказать оснастку, можно виртуально ?пролить? металл, увидеть, где будут раковины или горячие трещины. Экономия — колоссальная, потому что переделывать стальную пресс-форму дорого. Но и тут нюанс: софт дорогой, нужны специалисты, которые не просто кнопки нажимают, а понимают металлургию. Без этого любая симуляция — просто красивая картинка.
Или контроль. Раньше главным был обмер готовой детали. Сейчас все чаще внедряют системы in-line контроля в процессе заливки — датчики температуры, давления, скорости. Это позволяет не ждать остывания, чтобы обнаружить брак. Технология не революционная, но ее массовое применение — это и есть та самая новая реальность. Она сокращает цикл и повышает предсказуемость. Для нас, заказчиков, это главное.
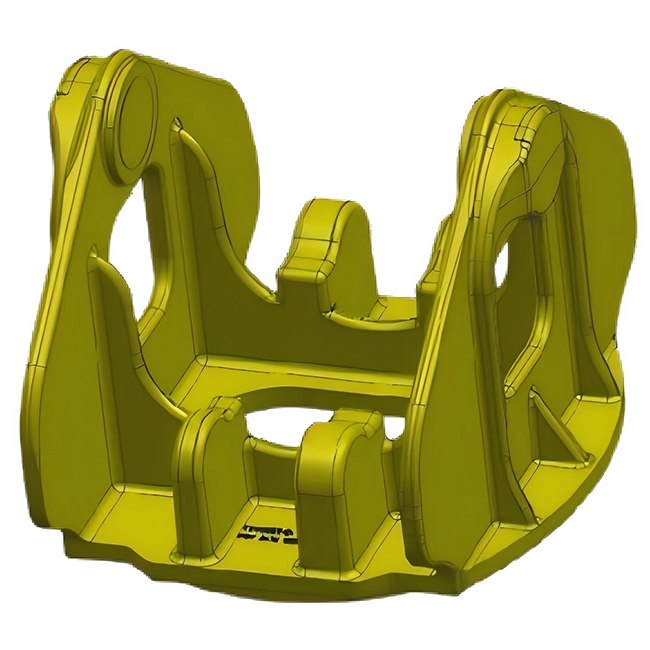
Был у нас проект — нужна была ответственная корпусная деталь из чугуна с шаровидным графитом. Порекомендовали поставщика, который хвалил новую методику модифицирования расплава в потоке. Сулили идеальную структуру металла. Мы заказали пробную партию.
На бумаге и в презентации все выглядело безупречно. Но на практике… Технология оказалась слишком чувствительной к ?человеческому фактору? — секундная задержка оператора, и модификатор не так срабатывал. В итоге в партии получили разнобой по механическим свойствам. Часть деталей прошла контроль, часть — нет. Оснастка-то была хорошая, а вот процесс не удалось стабилизировать. Пришлось вернуться к более консервативному, но стабильному методу в ковше. Новизна не всегда означает надежность.
Этот случай научил смотреть не на название технологии, а на то, как она встроена в цепочку. Есть ли у завода отработанные регламенты? Как обучают персонал? Часто именно здесь кроется слабое звено. Можно купить самое современное оборудование для литья по выплавляемым моделям, но если не налажена подготовка модельного состава, брак будет колоссальным.
Сейчас для меня показатель ?продвинутости? поставщика — не столько наличие робота-манипулятора, сколько глубина цифровизации именно подготовительных этапов. Как быстро и точно они могут перейти от моего 3D-моделя к управляющим программам для станков, изготавливающих оснастку? Здесь прорыв связан с CAD/CAM-системами и, что важно, с их грамотной интеграцией.
Еще один момент — материалы. Появление новых алюминиевых и магниевых сплавов с улучшенной литейностью — это тихая революция. Они позволяют получать более тонкие стенки, сложные геометрии, сокращать вес. Но их применение требует пересмотра режимов плавки и термообработки. Когда заказываешь отливку из такого сплава, нужно убедиться, что завод имеет с ним практический опыт, а не просто сертификат на складе.
Кстати, о сотрудничестве. В последнее время работал с компанией ООО Далянь Хуэйсиньхао Технология Обработки Металлов Давлением. Они не позиционируют себя как новаторы в чистом виде, но их подход к организации процесса впечатляет. Заходишь на их сайт brightmetal.ru — и видишь не просто каталог, а акцент на инженерную поддержку. Это важно. Основанная еще в 1980 году, эта даляньская компания, судя по всему, прошла путь от классического литья к комплексному решению. Для меня это показатель: они наверняка сталкивались с разными ?новыми технологиями? и отфильтровали те, что дают реальный эффект для заказчика.
Итак, если вам нужна отливка и вы слышите о ?новых технологиях?, задавайте конкретные вопросы. Не ?используете ли вы аддитивные технологии??, а ?для каких этапов изготовления оснастки или самих отливок вы их применяете, и как это сократит сроки моего заказа??. Разница огромная.
Всегда просите образцы или фото с предыдущих похожих проектов. Лучше увидеть реальную деталь, чем красивый рендер. Обращайте внимание на поверхность, следы обработки. Это многое расскажет о качестве оснастки и процесса заливки.
И главное — обсуждайте не только саму деталь, но и весь путь: от эскиза до поставки. Где могут быть узкие места? Как обеспечивается стабильность свойств от партии к партии? Ответы на эти вопросы покажут, является ли ?новая технология? частью отлаженной системы или просто красивой вывеской. Часто истинная инновация — это не одна яркая машина, а незаметная для посторонних оптимизация десятков мелких операций.
В конечном счете, для инженера или закупщика любая технология — это инструмент. Ее новизна вторична. Первичен — результат: качественная, своевременная и предсказуемая в изготовлении отливка. Иногда для этого нужен прорывной метод, а чаще — скрупулезное выверение каждого параметра в старом, добром процессе.
Сейчас рынок предлагает многое, от полностью автоматизированных линий до цифровых сервисов по расчету литников. Но сердцевина остается прежней: понимание физики затвердевания металла, опыт и ответственность людей у печи. ?Новые технологии? лишь дают им более точные инструменты для этого понимания. И когда заказываешь отливку, ищешь в первую очередь команду, которая умеет этими инструментами пользоваться, а не просто их рекламировать.
Поэтому мой совет — смотрите глубже названий. Изучайте историю завода, как в случае с ООО Далянь Хуэйсиньхао, смотрите на конкретные кейсы. Реальная практика всегда оставляет следы, и их не скрыть за модными терминами. Именно эти следы и стоит искать, делая свой выбор.